

Hoogpresterende Koolstofveselbuise: Presisie-ingenieurswese deur CQDJ
- Oorsig
- Aanbevole produkte
In die wêreld van gevorderde materiale lê die verskil tussen 'goed' en 'onverwoesbaar' in die vervaardigingsproses. By CQDJ , verkoop ons nie net koolstofveselbuse nie; ons ontwerp hoë-sterkte, liggewig-oplossings wat spesifiek afgestem is op die streng vereistes van lug- en ruimtevaart, robotika, marinetechniek en industriële outomatisering.
As 'n fabriek-regstreeksvervaardiger, CQDJ elimineer die tussenpersoon en verskaf u met lug- en ruimtevaartgraad-kwaliteit teen industriele-skaalpryse.
Tegniese Spesifikasies en Meganiese Data
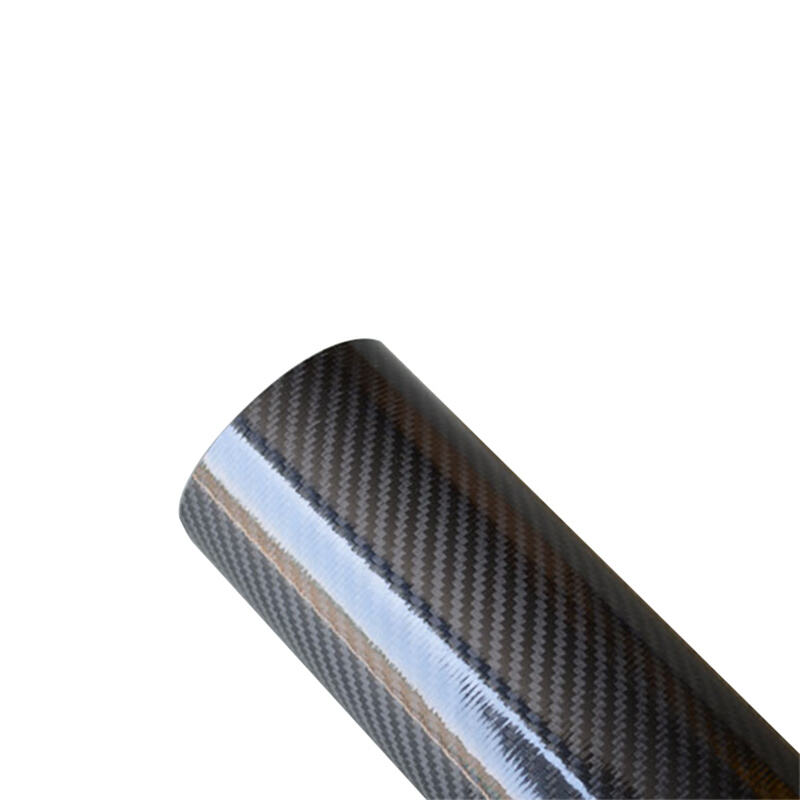
By CQDJ, ons gebruik hoëgraad-epoksiehars en hoogwaardige koolstofvesel om seker te maak dat ons buise aan internasionale standaarde voldoen. Hieronder is die tipiese prestasie-metriek vir ons standaardmodulus (24T) en hoëmodulus (30T+) buiswerk.
1. Materiale se fisiese eienskappe
| Eienskap | Metrieke waarde | Imperiale waarde |
| Digtheid | 1,55 – 1,60 g/cm³ | 0,056 – 0,058 lb/in³ |
| Veselvolumefraksie | 60% – 65% | 60% – 65% |
| Ternerye Geleiding | 5 – 7 W/m·K | 2,9 – 4,0 BTU/hr·ft·°F |
| CTE (Termiese Uitsetting) | —0,1 tot 0,5 x 10-6/°C | -0,05 tot 0,2 x 10-6/°F |
| Diensttemperatuur | Tot 120 °C (Standaard) | Tot 248 °F |
2. Meganiese Prestasie (3K Rol-omhulde Buis)
Die volgende data verteenwoordig die tipiese sterkte van ons T700-graad koolstofveselbuise:
Trekkrag: ≈ 3500 MPa
Trekmodus: ≈ 230 GPa
Buigsterkte: ≈ 1800 MPa
Druksterkte: ~ 1500 MPa
3. Dimensionele Toleransies
Ons fabriek-gepolisde presisie laat ons toe om nywerheidsleidende toleransies te bereik:
Buite deursnee (OD): ±0,05 mm tot 0,1 mm
Binne deursnee (ID): ±0,03 mm
Wanddikte: ±0,05 mm
Reguitheid: ±< 0,1 mm per meter
Ingenieursondersteuning: Buite die Buis
Ons verstaan dat elke projek unieke spanningvereistes het. CQDJ bied FEA (Eindige Elementontleding) raadgewing om u te help om die optimale opbou vir u spesifieke belastinggevalle te bepaal.
Eenrigting (UD)-lae: Maksimeer die longitudinale styfheid vir buigweerstand.
±45°-lae: Verhoog die torsionale (draaiende) styfheid en skuifsterkte.
90°-(ringvormige) lae: Voorkom knus en verbeter die weerstand teen interne druk.
Fabriekinsig: Ons kan ook Aramied (Kevlar) of glasvesel-laagte insluit om hidrobuise te skep wat 'n balans bied tussen impakweerstand en koolstofvesel se ekstreme styfheid.
Koolstofvesel-buispesifikasie
| Spesifikasie | Rol-omhul (Hoë Sterkte) | Uitgetrek (Kostedoeltreffend) | Dradewikkeling (Draaiende) |
| Wol oriëntasie | Meerassig (0∘, 45∘, 90∘) | Longitudinaal (0∘) | Hoekhelikale |
| Sterktegerig | Buig- en Ringsterkte | Lineêre Treksterkte | Draaiende (Wring) Styfheid |
| Gewone Gebruike | Vliegtuie sonder bemanning (UAV's), Robotika, Luukse goedere | Ondersteuningsstawe, tentpole | Aandryfasse, swaar nywerheid |
| Oppervlakafwerking | 3K Skuinsweef/Eenvoudig/Glanzend/Mat | Glad/Natuurlik | Getekstureerd/Gemasjineer |
| Parameter | Standaardbereik | Presisie Toleransie |
| Buite Deursnee (OD) | 2 mm tot 500 mm | ±0.05mm |
| Binnendiameter (BD) | 1 mm tot 480 mm | ±0.03MM |
| Wanddikte | 0,5 mm tot 20 mm+ | ±0.05mm |
| Lengte | Tot 6 000 mm | ±1.0mm |
VERPAKKING EN OPBERGING
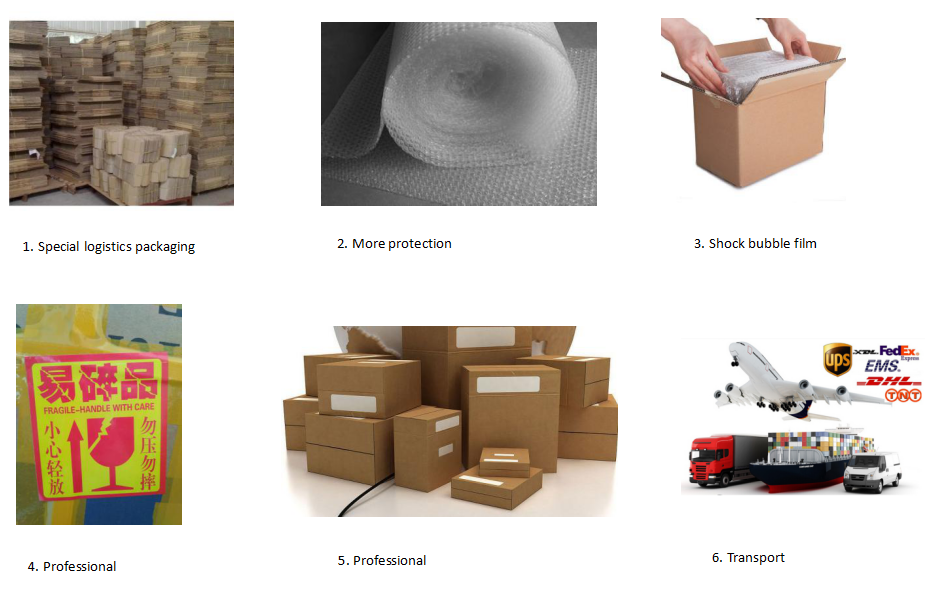
Stap 1: Oppervlakbeskerming: Elke buis word afsonderlik ingepak in PE (polietileen) sakke of nie-krabbare pêrelwol om oppervlakkrasse of harsafbrokkeling te voorkom.
Stap 2: Skokabsorpsie: Vir dunwandige of hoëpresisie-buise gebruik ons lugkussings of uitgebreide polistireen (EPS)-spasiers om beweging tydens vervoer te verwyder.
Stap 3: Stewige interne ondersteuning: Lang buise (meer as $2000\text{mm}$) word verpak met interne ondersteuningsstrukture of binne-in hoëdigtheid-kartonbuisse geplaas om buiging of 'swaai' tydens hantering te voorkom.
Stap 4: Industriële buitehuls: Klein/medium bestellings: Versterkte 7-laag gekartelde "dubbelwand"-dosse. Groot/massa- Bestellings: Aangepaste, gegasfiteerde houtkratte of plyhoutdosse (wat aan ISPM-15-standaarde vir internasionale versending voldoen).
Versending en leweringsdae
Voorraaditems: Word binne 24–48 ure versend.
Aangepaste vervaardiging: Gewoonlik 7–15 werkdage, afhangende van die kompleksiteit van CNC-snywerk of liggingsprosesse.